Расчёт клеефанерной панели

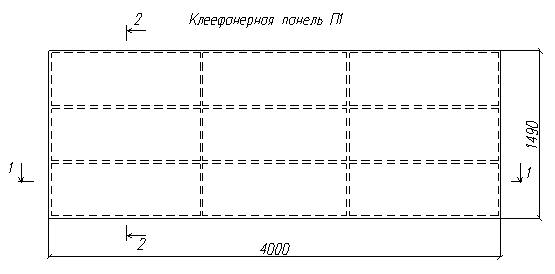
Ребра жёсткости располагаются на расстоянии не более 1,5 м. L — длинна панели равная шагу конструкции (4 м). В — ширина панели, принимаем конструктивно 1,5м.
Продольные рёбра проектируются из досок толщиной 25, 32, 40 мм. Крайние рёбра на 2 мм тоньше центровых. Толщину центрового ребра принимаем 25 мм.
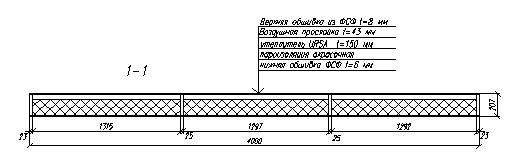
Верхняя обшивка сконструирована из фанеры ФСФ В/ВВ и может быть 8, 9, 10, 11, 12 мм. Принимаем 8 мм. Нижняя обшивка может быть 6, 7, 8 мм. Принимаем 6 мм.
Сбор нагрузок на панель (в н/м):
|
Вид нагрузки |
|
|
|
|
1. Постоянная а) Кровля «Технопласт-грин» (битум + полимеры) б) Фанерные обшивки в) Продольные рёбра
г) Поперечные рёбра
д) Утеплитель URSA (вес 600 Н)
е) Пароизоляция
|
60 136,5 92,64 23,16 125,46 1,5 |
1,2 1,1 1,1 1,1 1,2 1,2 |
72 150,15 101,9 25,48 150,56 1,8 |
|
Всего: |
|
| |
|
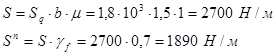
2. Временная нагрузка А) Снеговая |
|
|
|
|
Итого: |
|
|
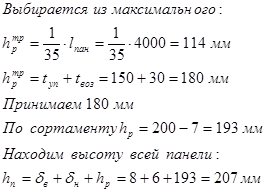
Расчётная длина панели:
![]()
Расчётная ширина панели:
Требуемая высота панели:
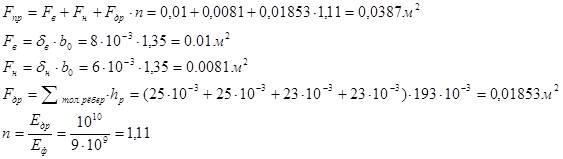
Приведённая площадь панели:
Статический момент относительно крайней грани нижней обшивки:

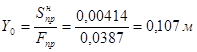
Положение нейтральной оси:
Момент инерции сечения:

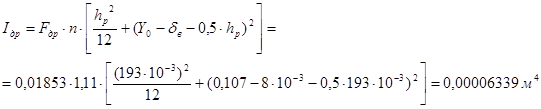
![]()
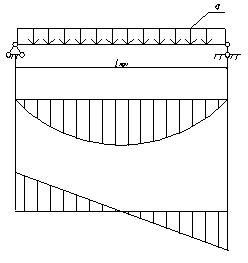
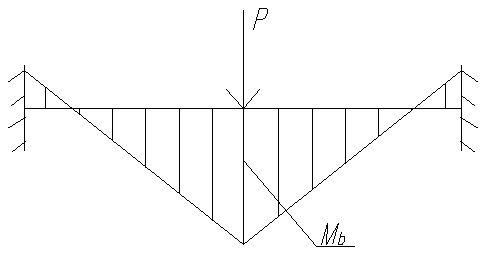
Расчётная схема панели
Проверочный расчёт прочности и жёсткости
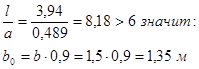
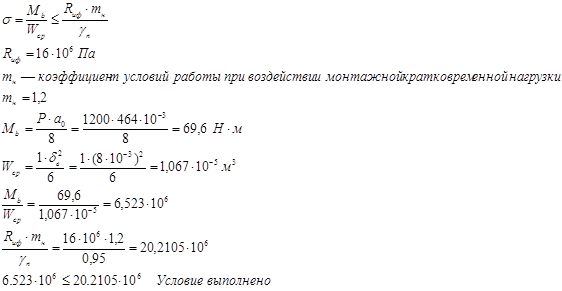
Проверка на устойчивость верхней обшивки:
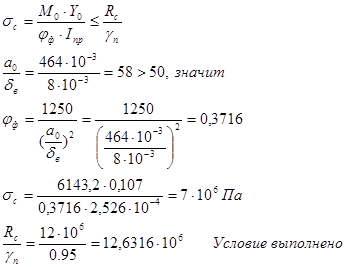

Проверка на изгиб верхней обшивки:
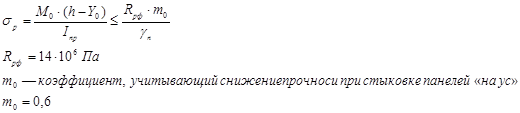
Проверка на растяжение нижней обшивки:
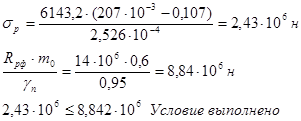
Проверка на скалывание по нейтральному слою:
Проверка на скалывание по клеевому шву между шпонами фанеры в местах приклейки к рёбрам.
Проверка на прогиб:
Режим работы цеха
Для цеха изготовления панелей устанавливаем следующий режим работы:
- по прерывной неделе в 2 смены,
- 262 рабочих дней в году.
Количество рабочих часов в сутки при двух сменах – 16 часов, т.е. продолжительность смены – 8 часов.
Для щелевых камер устанавливаем следующий режим работы:
- по прерывной нед ...
Устройство
земляного полотна на болотах ii и iii
типов с погружением на минеральное дно
Условные обозначения:
В - ширина насыпи;
Нт - глубина выторфовывания.
Рис.7
Таблица 30.
Приемочный контроль
Обоснование
Контролируемые параметры
Допускаемые отклонения
Высотные отметки продольного профиля
D1
: Не более 10 % результатов определений могут иметь отклонения от проек ...
Расчёт пропарочных камер
При тепловой обработке применяют, в основном, ямные пропарочные камеры периодического действия. Габаритные размеры камер устанавливаются таким образом, чтобы загрузка изделиями была максимальной.
Габаритные размеры секции камеры рассчитываются по формулам:
где lф, bф, hф – соответственно, длина, ширина ...
Главное меню
- Главная
- Виды современных кровельных покрытий
- Планирование строительно-монтажных работ
- Водоснабжение как жизненно важная отрасль
- Конструкции стен
- Андреа Палладио – легенда мировой архитектуры
- Информация об архитектуре