Определяем потери напора на отдельных участках тепловой сети

![]()
где
r – плотность воды, кг/м3;
g – ускорение свободного падения, g=9,8 м/с2.
1-й участок:
![]()
2-й участок:
![]()
3-й участок:
![]()
4-й участок:
![]()
5-й участок:
![]()
Результаты гидравлического расчёта трубопроводов тепловых сетей сводятся в таблицу 1.9.
Таблица 1.9.
Результаты гидравлического расчёта
|
Предварительный расчёт |
Окончательный расчёт | |||||||
|
G, кг/с |
l, м |
d × S, мм |
R, Па/м |
w, м/с |
lэ, м |
l+lэ, м |
DP, Па |
DH, м |
|
393,31 |
1400 |
514´8 |
70 |
2 |
691,2 |
2091,2 |
146384 |
15,7 |
|
340,57 |
2000 |
464´8 |
90 |
2 |
1018,32 |
3018,32 |
271648,8 |
29,1 |
|
79,24 |
2700 |
259´7 |
90 |
1,4 |
826,4 |
3526,4 |
317376 |
34,1 |
|
52,74 |
1400 |
259х7 |
70 |
12 |
539,8 |
1939,8 |
135786 |
14,6 |
|
261,33 |
3000 |
414´6 |
95 |
1,8 |
1308,92 |
4308,92 |
409347,4 |
43,9 |
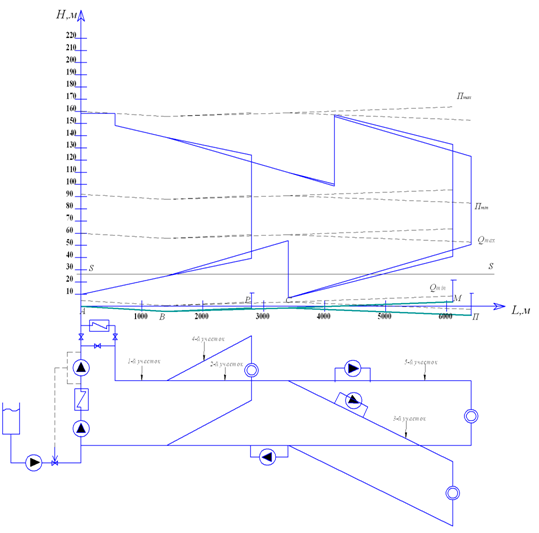
Пьезометрический график
Модерн в архитектуре 20-го века
Модерн родился на рубеже веков в европейской архитектуре как движение за создание стиля своей эпохи. Со второй половины XIX века по мере широкого использования новых строительных материалов, в первую очередь железобетона и стекла, развития инженерного дела, значение архитектурного творчества сало падать. Во ...
Инженерное оборудование. Система вентиляции
Вентиляция предусматривается естественная приточно-вытяжная.
Воздух удаляется из кухонь и санузлов через самостоятельные вентшахты из кирпича, которые выводятся на 500 мм выше конька кровли. Приток воздуха неорганизованный через двери и окна. ...
Уточнение размеров ригеля
1) Расчетные данные
2) Определяем требуемое значение рабочей высоты элемента:
Назначаем высоту кратную 5 см: h0тр= 0,7м
Проверка: В= (0,3¸0,5) h
В нашем случае условие выполняется.
h0=h-a=0,7-0.03=0,67м
В дальнейших расчетах будем использовать: В= 0,30м, h= 0,70м. ...
Главное меню
- Главная
- Виды современных кровельных покрытий
- Планирование строительно-монтажных работ
- Водоснабжение как жизненно важная отрасль
- Конструкции стен
- Андреа Палладио – легенда мировой архитектуры
- Информация об архитектуре