Расчет полки плиты на местный изгиб

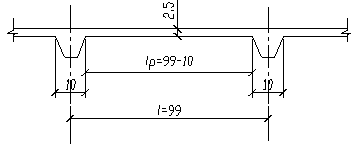
Расчетная схема. При отношении ширины плиты к расстоянию между поперечными ребрами (0,99 м) больше 2 полк плиты на местный изгиб следует рассчитывать, как балочную. Выделяется, условно, полоса шириной 1 м и рассматривается, как многопролетная неразрезная балка, опорами у которой являются поперечные ребра. Размеры сечения этой балки: ширина – 100 см, высота – 2,5 см.
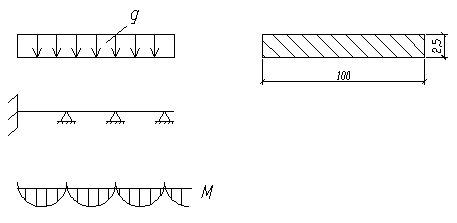
Расчетные пролеты принимаются равными расстояниям в чистоте между поперечными ребрами lp= 99 – 10 = 89 см.
Расчетная нагрузка на 1 м длины выделенной полосы состоит из собственного веса полки плиты и нагрузки от кровли. Собственный вес плиты толщиной д = 2,5 см при объемном весе с = 2500 кг/м3 с учетом коэффициента надежности по нагрузке гf = 1,1 будет равен
1 · 1 · д · с · г = 1 · 1 · 0,025 · 2500 · 1,1 = 68,8 кг/м2 = 688 Н/м2
Расчетная нагрузка (см. табл.)
q = 688 + (3641 – 1466) = 2863 Н/м2
Изгибающие моменты определяются с учетом перераспределения усилий вследствие пластических деформаций, в расчет принимается изгибающий момент
М = ql2/11 = 2863 · 0,892/11 = 206,12 Н·м
Оптимальность толщины полки плиты проверяется из условия прочности при ж = 0,1 и соответственно бт=0,095

принимаем ![]()
Требуемая площадь арматуры при
![]()
по таблице ж=0,092
![]()
Принимаем 8 Ш3 Вр-I (Аs=0,57см2), шаг рабочих стержней в сетке 100/8 = 12,5 см. Назначаем распределительную арматуру (не менее 10% от площади рабочей арматуры) 4 Ш3 Вр-I (Аs=0,28см2) шаг стержней распределительной арматуры 100/4 = 25 см.
Подбор насосов для насосной станции второго подъема
Из расчета следует, что НС-II работает в неравномерном режиме с установкой в ней двух основных хозяйственных насосов, подача которых равна:
Необходимый напор хозяйственных насосов определяем по формуле:
Hхоз.нас. = 1,1hвод+ H вб + Нб + ( z вб - z нс )
где h вод — потери напора в водоводах, м;
H вб — в ...
Монтаж сборных железобетонных опор
При постройке свайных опор важной задачей является обеспечение точной забивки свай в плане и по вертикали, а также последующее объединение омоноличиванием насадок со сваями.
Точность забивки свай обеспечивается применением направляющего деревянного или стального инвентарного каркаса, который может быть исп ...
Режим отопления
1. По климатологическим данным для заданного населенного пункта (г. Астрахань) определяется продолжительность стояния каждого интервала температур наружного воздуха (табл.1)
Таблица 1. Продолжительность стояния температур наружного воздуха
Температура наружного воздуха,
-30
-25
-20
-15
...
Главное меню
- Главная
- Виды современных кровельных покрытий
- Планирование строительно-монтажных работ
- Водоснабжение как жизненно важная отрасль
- Конструкции стен
- Андреа Палладио – легенда мировой архитектуры
- Информация об архитектуре