Расчет соединения поясов со стенкой

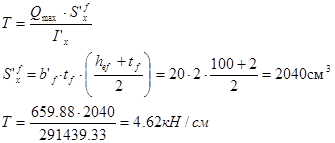
Расчет сварного шва, соединяющего пояс со стенкой, производим на действие сдвигающей силы Т.
Поясные швы выполняются непрерывными двухсторонними с помощью автоматической сварки под флюсом.
т.55®Флюс АН-348А, сварочная проволока СВ-08А (диаметр проволки d=3…5мм) по ГОСТ 2246-70*, тип электрода Э42, Э42А.
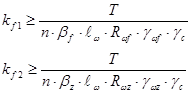
n=2, ![]()
т.34®bf=1.1, bz=1.15 при d=3…5мм
т.56®Rwf=18.5 кН/см2
Rwz=0.45Runw=0.45×38=17.1 кН/см2
т.51®Runw=38 кН/см2 при tw=2…20
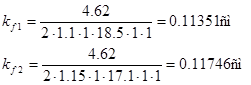
Минимально допустимый катет шва определяем по [1, табл. 38] для таврового соединения с двусторонними угловыми швами при толщине более толстого из свариваемых элементов tf=20мм. Минимальный катет шва равен kf=6мм.
Окончательно принимаем катет поясных сварных швов kf=6мм. (см. рис. 4.7 )
Советский павильон в Париже
Павильон СССР
В ноябре 1924 года, после установления дипломатических отношений между СССР и Францией, Советскому Союзу последовало приглашение принять участие в Международной выставке современных декоративных и промышленных искусств, открывающейся в Париже весной 1925 года. 18 ноября 1924 года Выставочны ...
Буронабивные сваи
Буронабивные сваи вытеснения, изготавливаемые по технологии «DDS» (Drilling Displacement System), - разновидность буронабивных свай, которые изготавливаются в грунте бурением с использованием специального бурового наконечника, позволяющего вытеснять разбуриваемый грунт в стороны. При этом бетонная смесь под ...
Определение осадки основания фундамента
Осадка основания s c использованием расчетной схемы в виде линейно деформиру-емого полупространства определяется методом послойного суммирования по формуле:
где b - безразмерный коэффициент, равный 0,8;
szp,i - среднее значение дополнительного вертикального нормального напряжения в i-м слое грунта, равн ...
Главное меню
- Главная
- Виды современных кровельных покрытий
- Планирование строительно-монтажных работ
- Водоснабжение как жизненно важная отрасль
- Конструкции стен
- Андреа Палладио – легенда мировой архитектуры
- Информация об архитектуре