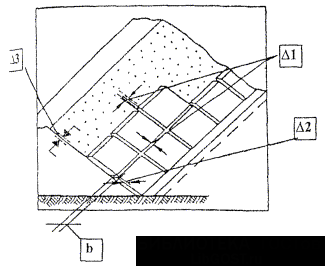
Укрепление откосов регуляционных сооружений плитами

Условные обозначения:
b - ширина шва.
Рис.10 в
Таблица 43.
|
Операционный контроль |
Обоснование | |
|
Контролируемые параметры |
Допускаемые отклонения | |
|
Отклонение поверхности грунта откоса от проектной (2 замера на поперечнике с шагом, указанным в проекте) |
D1 : Не более ± 5 см. |
СНиП 3.06.04-91 п.9.16., таб.30 |
|
Превышение граней смежных бетонных и железобетонных плит (1 замер на 100 м поверхности откоса) |
D2 : Не более 10 мм. |
СНиП 3.06.04-91 п.9.16., таб.30 |
|
Отклонение поверхности подготовки (ровность) (1 замер на 200 м откоса) |
D3 : + 3 см на базе 5 м. |
СНиП 3.06.04-91 п.9.16., таб.30 |
|
Минимальная толщина слоев подготовки (1 замер на 200 м откоса): ■ 10 см при ручной укладке; ■ 15 см при укладке механизмами. |
СНиП 3.06.04-91 п.9.16., таб.30 | |
|
При устройстве подготовки из геотекстиля допускаемый нахлест полотен при стыковании не менее 10 см при сварке и склейке сплошным швом (1 замер на 50 м длины шва). |
СНиП 3.06.04-91 п.9.16., таб.30 | |
|
Ширина раскрытия швов b в конструкциях без омоноличивания не более 10 мм. При большем раскрытии швы омоноличиваются (рис. 10 в). |
СНиП 3.06.04-91 п.9.16., таб.30 | |
|
Примечание |
Обоснование |
|
Плиты следует укладывать на укрепленный откос от подошвы к гребню сооружения. |
СНиП 3.06.04-91 п.9.15. |
|
При использовании железобетонных плит размером 1 1 и менее не допускаются плиты с отклонением длины, ширины и толщины от проектных размеров более чем на 5 мм, а также плиты с трещинами, раковинами, наплывами, обнажением арматуры или без монтажных петель. |
Руководство по сооружению земляного полотна автомобильных дорог п.6.45. |
Конструирование и расчет стержня сквозной колонны
Подбор сечения сквозной колонны начинается с расчета на устойчивость относительно материальной оси Х. Задаем гибкость равной 50.
Определяем требуемые площадь сечения ветви и радиус инерции сечения относительно оси Х.
,
По найденным значениям подбираем соответствующий им профиль швеллера по сортаменту.
...
Представление и распространение информации
Этапы представления информации
— подготовки на ее основе конкретных материалов для определенной аудитории и распространения информации
, как правило, следуют один за другим. Мы рассматриваем их совместно, поскольку решения, принимаемые на обоих этапах, определяются одними и теми же факторами. Направление п ...
Исходные данные
Исходными данными для выполнения курсовой работы являются:
- инженерно-геологические условия района строительства , которые принимаются по результатам ранее выполненной курсовой работой по механике грунтов;
- физико-механические характеристики грунтов основания , численные значения которых принимаются по ...
Главное меню
- Главная
- Виды современных кровельных покрытий
- Планирование строительно-монтажных работ
- Водоснабжение как жизненно важная отрасль
- Конструкции стен
- Андреа Палладио – легенда мировой архитектуры
- Информация об архитектуре