Экспресс методы для сварки деталей с закладными нагревателями

2. Для соединений выполняемых деталями экспресс методам контроля относятся:
- внешний осмотр и пневматические испытания (для всех соединений)
- испытания на сплющивание (для муфт) и на отрыв (для седловых отводов), используются в основном только при оценки квалификации сварщика.
По технологии - сварка с зн - более проста. На качества шва влияют:
- тип детали, в режиме сварки которой заложено изменение параметров варки от I
- точность ввода значений
- пневматические факторы
- неточность в подгоне труб
Внешнему осмотру
подлежат все соединения пори этом внешний вид должен соответствовать следующим требованиям:
1) трубы за пределами соединительной детали должны иметь
следы механической обработки
- индикаторы сварки деталей должны быть в выдвинутом положении
- угол излома до 5°
2) поверхность не должна иметь следов температурной
деструкции
Визуальный осмотр в данном случае не может быть критерием отбраковки, так как при этом способе сварки практически ничего не видно.
В основном о качестве шва судят по распечатке параметров сварки. Для испытания на сплющивания берут образцы сегмента и сжимают. Определяют % отрыва. Испытание пройдено если С<60%
С=(Хс1/У)*100%
Хс1 - длина трещины после испытания;
V - длина зап. сварки
Испытание на отрыв седловых отводов
производится плавным отделением отвода от ПЭ трубы. Скорость деформации должна составлять 100±2мм/мин. Результат положительный если разрушение носит вязкий характер со следами отрыва материала от поверхности на не менее 80% площади сварки.
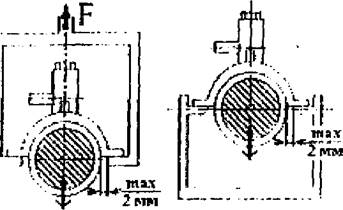
а- растягивающая нагрузка 6- сжимающая нагрузка
Контрольные вопросы:
1. Как осуществляется визуальный контроль (стыковая сварка)? 2. Как проводят испытания на растяжение? 3. В чем сущность ультразвукового контроля? 4. Как проводятся испытания на сплющивание? 5. В чем заключаются пневматические испытания? 6. Внешний осмотр при сварки с зн?
Должностная инструкция по охране труда для маляра
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1. К работе в качестве маляра допускаются лица не моложе 18 лет, прошедшие предварительное медицинское освидетельствование, вводный инструктаж, первичный инструктаж на рабочем месте, практически освоившие приемы правильного обращения с механизмами, приспособлениями, инструм ...
Водоснабжение. Расчёт холодного водопровода. Определение
мест прокладки стоков магистральных линий
Схемы могут быть кольцевые и тупиковые. Кольцевые схемы предполагают подачу воды в каждую точку с двух направлений (пункт 4,5 [1]).
Определение мест прокладки стояков
Стояки – вертикальные участки трубопроводов, которые проходят через весь дом.
Они прокладываются как можно ближе к сантехническим приборам ...
Информационный отчет
Как уже отмечалось, интерпретация является последним этапом собственно информационного исследования. Заканчивая такое исследование, полезно поставить логическую точку и представить результаты работы в целом в виде информационного отчета. Такой отчет способствует четкой организации всех полученных материалов ...
Главное меню
- Главная
- Виды современных кровельных покрытий
- Планирование строительно-монтажных работ
- Водоснабжение как жизненно важная отрасль
- Конструкции стен
- Андреа Палладио – легенда мировой архитектуры
- Информация об архитектуре