Сооружение и эксплуатация. Монтаж резервуаров
полистовым методомСтраница 1

Организация, разрабатывающая или привязывающая ППР по монтажу резервуаров, должна в его составе уточнить подготовку кромок листов стенки в зависимости от принятых видов сварки, места строповки конструкций и другие вопросы, вытекающие из принятой технологии монтажа резервуаров. Одновременно должны быть разработаны поставляемые вместе с конструкциями резервуаров приспособления: устройства, конструкция которых должна предусматривать восприятие ветровых нагрузок для обеспечения устойчивости стенки во время монтажа; стенды для контрольной сборки и укрупнения листов стенки и кровли в блоки, монтажные стойки для резервуаров с покрытием; сборочные и строповочные приспособления; контрольные пластины для сварщиков и т.п.
В числе временных сооружений необходимо предусмотреть:
помещения для сварочного оборудования;
специальные сани для транспортирования автоматической установки типа "Циркоматик" и других сварочных аппаратов;
хранилище для контейнеров с ампулами радиоактивных веществ (в случае отсутствия рентгеновского аппарата);
кладовую для хранения сварочной проволоки, электродов и флюса с установкой в ней электрической печи для прокалки и сушки сварочных материалов;
помещение для проявления и обработки снимков просвеченных швов;
помещение для рабочих.
Технологический процесс сборки и сварки днищ резервуаров и центральных частей плавающих крыш (понтонов), монтируемых из рулонных заготовок, с целью получения минимальных сварочных деформаций, должен предусматривать следующую последовательность:
монтируют окрайки днища, собирая стыки между ними на остающейся подкладке с зазором клиновидной формы, равным у периферии 4-6 мм, а у другого конца стыка 10-12 мм. Стыки закрепляют гребенками и сваривают на длине 200-250 мм в местах примыкания стенки рисунок 16;
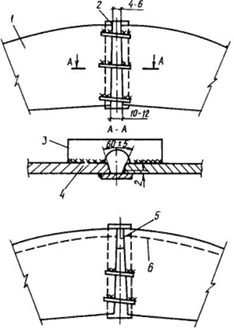
Рисунок 16 - Схема сварки стыков окраек: 1 - окрайка; 2 - подкладка; 3 - гребенка; 4 - сварочный шов; 5 - частичная сварка;6 - риска установки первого пояса.
монтируют рулонированные полотнища днища резервуара и сваривают соединения между ними только на площади, закрываемой впоследствии днищем плавающей крыши (понтона), не доваривая концы стыков на 2 м;
после приварки на днище плит под опорные стойки и испытания сварных соединений днища резервуара на герметичность, монтируют полотнища плавающей крыши (понтона). Соединения между ними не доваривают по концам на длину 2 м;
монтируют первый пояс стенки резервуара, сваривают его вертикальные стыки, затем приваривают к окрайкам днища;
после сварки пояса с окрайками зазор в стыках окраек становится нормальным и стыки сваривают по всей их длине. Затем собирают полотнища днища резервуара с окрайками и приваривают их. В последнюю очередь заканчивают сварку соединений между полотнищами, которые оставляли несваренными;
днище плавающей крыши (понтона) после монтажа и сварки второго пояса стенки резервуара, монтажа и сварки коробов понтона собирают и сваривают вначале с ребром понтона, затем заваривают соединения между полотнищами, которые ранее оставались несваренными.
Днища, сооружаемые из отдельных листов и окраек, так же как из рулонных заготовок, монтируют в два этапа. Сначала монтируют окрайки, затем центральную часть днища. Порядок сборки и сварки окраек такой же, как и при монтаже днищ резервуаров из рулонных заготовок. Листы укладывают полосами от центра днища к периферии, соблюдая минимальный размер нахлестки 30 мм. Сборку листов между собой осуществляют с помощью сборочных приспособлений. Разделку кромок в узлах стыковки выполняют, как указано на рисунок 17. К сварке днища приступают после закрепления листов днища на прихватках, за исключением соединений периферийных листов с примыкающими к ним листами. В целях получения минимальной деформации после разбивки днища на отдельные зоны (четверти) рекомендуется последовательно сваривать рисунок 18:
Элементы кривой
Начало кривой
Конец кривой
ПК
+
лево
право ...
Кровельные работы
Огромные масштабы промышленного, гражданского и сельскохозяйственного строительства, естественно, вызовут рост объема кровельных работ. Хотя устройство кровель в общем комплексе работ при возведении зданий по стоимости и затратам труда и не является доминирующим, тем не менее оно имеет большое значение: от ...
Устройство свайных фундаментов
Доставляемые на строительную площадку призматические сваи укладывают в штабеля правильными рядами, не более четырёх рядов по высоте, головами к копру. Максимальная высота штабеля не превышает 2/3 его ширины и не более 2м.
Трубчатые сваи укладывают в один – два яруса. Сваи в штабеле опирают на прокладки шир ...
Главное меню
- Главная
- Виды современных кровельных покрытий
- Планирование строительно-монтажных работ
- Водоснабжение как жизненно важная отрасль
- Конструкции стен
- Андреа Палладио – легенда мировой архитектуры
- Информация об архитектуре