Особенности проектирования, изготовления и монтажа конструкцийСтраница 3

Для обеспечения прочности среднего звена при монтаже остова в нём дополнительно устанавливают арматурные каркасы из стержней диаметром 6 мм. В крайних звеньях (стенах) помимо проходящей сквозной продольной арматуры при необходимости устанавливают также дополнительные каркасы для обеспечения требуемой степени защиты сооружений. В нижней зоне среднего и крайних звеньев предусматривают арматурные сетки из проволоки диаметром 4 – 5 мм. Сетку, расположенную в панелях в верхней зоне над технологическими вставками, необходимо разрезать и отогнуть, чтобы концы сеток при бетонировании не попали в плоскость над вершинами технологических вставок, т.к. это может помешать складыванию панели при монтаже. Для перемещения трёхзвенных плит устанавливают четыре петли в крайних звеньях и столько же петель в среднем звене для монтажа. В качестве рабочей арматуры трёхзвенных плит лучше использовать арматуру класса А – III без предварительного её напряжения. Для чёткой фиксации положения рабочих стержней между пуансонами рекомендуется закреплять их в упорах форм и создавать лишь незначительное напряжение арматуры механическим или термическим способом.
Диаметр рабочей продольной арматуры принимают 10 – 14 мм. Арматура большего диаметра затрудняет заполнение формы бетоном между пуансонами в среднем звене, из-за чего не исключён местный откол бетона в нижней зоне среднего звена при монтаже плиты в рабочее положение. Если по условиям расчёта или другим причинам необходима установка стержней большего диаметра, поступают следующим образом: перед изготовлением конструкций демонтируют два крайних пуансона. В образовавшихся зонах сплошного сечения устанавливают стержни требуемого диаметра. Данная конструкция обладает повышенной несущей способностью по изгибающему моменту и поперечной силе. При её монтаже практически исключается возможность местного растрескивания или откола бетона в нижней зоне под рабочими стержнями.
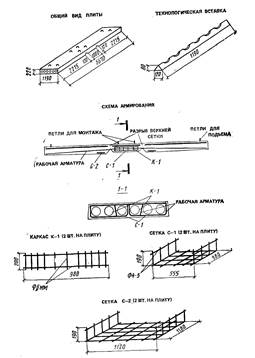
Рисунок 14. Общий вид и схема армирования трёхзвенной плиты, изготавливаемой в опалубке пустотелых панелей.
Общий вид трёхзвенных плит, схема их армирования и элементы технологических вставок для опалубки размером 5670х1190 мм показаны на рисунке 14.
При изготовлении трёхзвенных плит остова убежищ рекомендуется такая последовательность технологических операций:
установка и закрепление к поддону технологических вставок;
укладка нижних сеток;
введение в форму пуансонов;
установка рабочей арматуры в крайних звеньях (при необходимости);
установка каркасов в среднее звено, а также монтаж петель среднего и крайних звеньев;
подача бетона в опалубку в объёме, не превышающем высоту технологических вставок;
вибрирование уложенного бетона;
установка сквозной рабочей арматуры;
укладка и разрезка верхних сеток;
Подача бетона на полную высоту конструкции и его вибрирование.
При соблюдении указанной последовательности операций гарантируется заполнение бетоном нижнеё зоны трёхзвенных плит.
Технико-экономические показатели
Экономичность объемно-планировочного решения здания характеризуется технико-экономическими показателями, для которых необходимо определить:
Жилая площадь – 78.86 м2
Площадь дома –160.5 м2
Общая площадь – 176.45м2
Площадь застройки –92.87м2
Строительный объем – 642.7 м
Коэффициент целесообразности план ...
История основания города Барнаула
Своим возникновением город Барнаул обязан уральскому промышленнику Акинфию Демидову, который в феврале 1726 года получил указ бергколлегии, разрешающий заводчику добычу медной руды и строительство заводов.Официальной датой основания Барнаула считают 1730 год.
C самого своего основания Барнаул застраивался ...
Описание бульдозера-рыхлителя С-10 Proffi
Трактор С-10 выполнен с применением узлов и агрегатов ведущих зарубежных производителей – итальянской гидравлики, бельгийской трансмиссии и бортредукторов из Германии.
Бульдозерно-рыхлительный агрегат предназначен для выполнения широкого комплекса землеройных работ в строительстве на грунтах I-IV категории ...
Главное меню
- Главная
- Виды современных кровельных покрытий
- Планирование строительно-монтажных работ
- Водоснабжение как жизненно важная отрасль
- Конструкции стен
- Андреа Палладио – легенда мировой архитектуры
- Информация об архитектуре